Примеры учебных пособий по программированию ЧПУ Коды G и M для станков с ЧПУ от начального до продвинутого уровня.
Примеры учебных пособий по программированию ЧПУ Коды G и M
Пример кода учебника по программированию G & M для станков с ЧПУ от начального до продвинутого уровня.
Ссылка на оригинальный текст http://www.helmancnc.com/

G-коды ЧПУ
CNC G Code в более широком смысле — это инструкции для станков с ЧПУ.
G-код ЧПУ - это инструкции для станков с ЧПУ, таких как куда идти
двигаться по прямой (G01)
или по кривой (G02, G03)
и с какой подачей (G94, G95).
Следует ли двигаться с полной подачей (G00)
или с контролируемой подачей (G94, G95).
данные смещения инструмента (G10)
настройка нулевой точки заготовки ЧПУ или рабочей смены ЧПУ (G10, G54, G55)
Примеры программ написаных на G-code:
1. Программа фрезерного станка с ЧПУ с компенсацией радиуса фрезы G41 слева
Пример кода программирования фрезерного станка с ЧПУ с рисунком, показывающим, как компенсация радиуса фрезы G41 слева используется в программе фрезерного станка с ЧПУ.

N10 T2 M3 S447 F80
N20 G0 X112 Y-2
N30 Z-5
N40 G41
N50 G1 X95 Y8 M8
N60 X32
N70 X5 Y15
N80 Y52
N90 G2 X15 Y62 I10 J0
N100 G1 X83
N110 G3 X95 Y50 I12 J0
N120 G1 Y-12
N130 G40
N140 G0 Z100 M9
N150 X150 Y150
N160 M30
2. Пример программы фрезерной обработки с ЧПУ G03 G90 G91
Пример программы фрезерования ЧПУ, который показывает, как программа ЧПУ может быть легко преобразована из режима абсолютной программы G90 в режим инкрементной программы G91.

Абсолютная программа G90
N10 T1 M6 M3 G43N15 S2000 F80
N20 G0 X10 Y10 Z1 (P1)
N25 F30
N30 G1 Z-2
N35 X25 F80 (P2)
N40 G3 X25 Y20 I0 J5 (P3)
N45 G1 X10 (P4)
N50 Y30 (P5)
N55 G0 Z100 G49
N60 M30
3. Фрезерный станок с ЧПУ G02 G03 Пример программирования круговой интерполяции
Программа фрезерного станка с ЧПУ, чтобы показать использование
G02 Круговая интерполяция по часовой стрелке
G03 Круговая интерполяция против часовой стрелки

G90 G01 X0 Y0
X30
G03 X54 R12
G01 X82
G02 X108 R13
G01 X123
X80 Y45
X40
Y75
G03 X35 Y80 R5
G01 X20
G03 X0 Y80 R10
G01 Y0
M30
4. Фрезерование с ЧПУ Круговая интерполяция G02 G03 Пример программы G-кода.
Пример круговой интерполяции с программированием фрезерного станка с ЧПУ
Пример программы круговой интерполяции для фрезерной обработки с ЧПУ для иллюстрации использования G-кодов круговой интерполяции G02 G03.
Фрезерный станок с ЧПУ CNC G02 Круговая интерполяция по часовой стрелке Образец программы фрезерного станка с ЧПУ
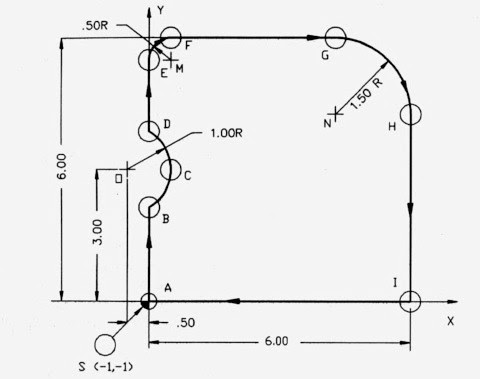
G90
G00 Х-1.0 Y-1.0 ; точка S
G01 X0 Y0 F7.5 ; точка А
Y2.134 ; точка B
G03 X0.5 Y3.0 I-0.5 J0.866 ; точка С
Х0. Y3.866 И-1. J0 ; точка D
G01 Y5.5 ; точка E
G02 X0.5 Y6.0 I0.5 J0 ; точка F
G01 X4.5 ; точка G
G02 X6.0 Y4.5 I0 J-1.5 ; точка Н
G01 Y0 ; точка I
Х0 ; точка А
G00 Х-1,0 У-1,0 ; точки
5. Пример кода программы ЧПУ для фрезерования полного круга
Как фрезеровать полный круг, нет проблем Ниже приведен пример G-кода программы ЧПУ, который показывает, как запрограммировать полный круг на фрезерном станке с ЧПУ.

N05 G00 X10 Y25 Z1 S1250 M3
N10 G01 Z-5 F100
N15 G02 X10 Y25 I20 J0 F125
N20 G00 Z100 M5
N25 X-20
N30 M30
Объяснение
N05 Ускоренный подвод инструмента (G00) к точке P01.
N10 Подача (G01) к Z-5
N15 Плоскость XY выбирается автоматически (G17). Инструмент перемещается по часовой стрелке по полному кругу (G02).
N20/N25 Ускоренный ход (G00) отвод.
N30 Конец программы (M30).
Объяснение
1: Начальная точка инструмента — N05 X10 Y25, это точка P01.
2: Теперь нам нужен полный круг, поэтому мы будем использовать G-код G02 или G03 с круговой интерполяцией
. Если вам нужен круг по часовой стрелке, вы будете использовать G02, как показано в этой программе.
но если вы хотите круг против часовой стрелки, используйте G-код G03.
3: С помощью G02 мы задаем координаты конечной точки круга,
так как для полного круга начальная и конечная точки остаются теми же,
поэтому мы будем использовать те же координаты X, Y
G02 X10 Y25
4: Теперь, чтобы завершить G-код G02, мы должны указать координаты центра окружности,
I – расстояние от начальной точки окружности до центральной точки окружности по оси X.
J — расстояние от начальной точки окружности до центральной точки окружности по оси Y,
поэтому G02 X10 Y25 I20 J0, чтобы показать, как измерять I и J, значения I и J приведены отдельно на приведенном выше рисунке.
6. CNC G02 Круговая интерполяция по часовой стрелке Образец программы фрезерования с ЧПУ
ЧПУ G02 Круговая интерполяция по часовой стрелке Учебное пособие по программе ЧПУ

G90 G00 X-2.0 Y-1.0
G01 X0 Y0 F8.0 ; точка А
Y4.0 ; точка B
G02 X2.0 Y6.0 R2.0 ; точка C
G01 X8.0 ; точка D
G02 X9.0 Y2.268 R2.0 ; точка E
G01 X0 Y0 ; точка А
G00 X-2.0 Y-1.0
Подпрограммирование Fanuc.
ЧПУ Fanuc предоставляет возможность доступа к другим программам обработки деталей, хранящимся в главном каталоге.
Пример программы ЧПУ для вызова подпрограммы см. в разделе Многозаходная резьба с циклом нарезания резьбы Fanuc G76.
Вызов подпрограммы
Подпрограмма вызывается с помощью команды M98, за которой следует номер подпрограммы, которому предшествует буква P.
N10 M98 P1004
В приведенной выше строке программы ЧПУ будет вызвана подпрограмма 1004, которая хранится в памяти управления как O1004.
Конец подпрограммы
Чтобы вернуться к последней позиции программы (главной программы) для продолжения программы,
используется команда M99 в последней строке подпрограммы
N100 M99

Повторы подпрограммы
Управление также имеет возможность содержать команду повтора как часть строки программы М98.
Когда строка программы записывается с помощью команды M98 P1004, система управления фактически считывает
строку информации как M98 P00001004, причем первые 4 цифры после слова P представляют собой
количество повторов.
Чтобы повторить подпрограмму (O1004) 33 раза, строка программы будет выглядеть следующим образом:
M98 P331004
Приведенный выше код программы ЧПУ вызовет программу O1004 33 раза, а затем вернется к основной программе.
Команда М99
Управление Fanuc имеет возможность перейти к определенному номеру строки программы по возвращении в
основную программу с помощью команды M99, например:
M99 P100
Эта вышеприведенная команда переместит элемент управления на строку номер N100 в основной программе.
M99 также может быть записан в конце основной программы, что приведет к непрерывному
циклу программы.
7. Пример программы фрезерования карманов с ЧПУ – Фрезерование с отсечкой
Пример программы фрезерования с ЧПУ, который показывает, как можно создать программу ЧПУ для обработки карманов на фрезерном станке с ЧПУ.
В этом примере программы фрезерование прямоугольного и круглого кармана.

Основная программа
Диаметр фрезы : 10 мм
N05 G55
N10 M6 T2 H3 G43 M3
N15 S1000 F60
N20 G0 X9 Y9 Z1
N25 G1 Z0
N30 M98 P030035 // № подпрограммы
N35 G0 Z1 G90
N40 X42 Y38
N45 G1 Z-2 F30
N50 X47 F300
N55 G3 X47 Y38 I -5 J0
N60 G0 Z100
N60 G0 Z100 G49
Н70 М30
Подпрограмма O 0035 // № подпрограммы
N05 G1 Z-2 G91 F30
N10 X10 F100
N15 Y36
N20 X-10
N25 Y-36
N30 M99
Эта программа станка с ЧПУ говорит сама за себя
М98 P030035 // № подпрограммы
этот код означает вызов подпрограммы № 0035 три раза.
8, Пример программы ротационного копирования Fanuc G72.1
Пример программирования вращательного копирования, G-код G72.1 используется для многократного создания фигуры с вращательным движением группа немодальная

O1000 ;
N10 G90 G00 X80. Y100. ; (P1)
N20 Y50. ; (P2)
N30 G01 G17 G42 X43.301 Y25. D01 F100 ;(P3)
N40 G72.1 P1100 L3 X0 Y0 R120. ;
N50 G90 G40 G01 X80. Y50. ; (P2)
N60 G00 X80. Y100. ; (P1)
N70 M30 ;
Подпрограмма
O1100 G91 G03 X-18.301 Y18.301 R50. ; (P4)
N100 G01 X-5. Y50. ; (P5)
N200 G03 X-40. I-20. ; (P6)
N300 G01 X-5. Y-50. ; (P7)
N400 G03 X-18.301 Y-18.301 R50. ; (P8)
N500 M99 ;
G72.1 P... L... X... Y... R...
P Номер подпрограммы
L Количество повторений операции
X Центр вращения по оси X
Y Центр вращения по оси Y
R Угловое смещение (положительное значение указывает на угловое смещение против часовой стрелки. Укажите инкрементное значение.)
В блоке G72.1 адреса, отличные от P, L, X, Y и R, игнорируются.
P, X, Y и R всегда должны быть указаны.
Если L не указан, фигура копируется один раз.
Координата центра вращения обрабатывается как абсолютное значение, даже если она указана в инкрементальном режиме.
Укажите приращение углового смещения по адресу R. Угловое смещение (градусы) для N-й фигуры рассчитывается следующим образом: Rx(N-1).
Первый блок подпрограммы
Всегда указывайте команду перемещения в первом блоке подпрограммы, выполняющей копирование с вращением. Если первый блок содержит только номер программы, такой как O00001234; и не имеет команды перемещения, движение может остановиться в начальной точке фигуры, созданной n-м (n = 1,2, 3, …) копированием.
Ограничение
Задание двух или более команд для копирования фигуры
G72.1 не может быть задано более одного раза в подпрограмме для создания ротационной копии (при попытке сделать это возникает сигнал тревоги PS0900 ). Однако в подпрограмме, которая задает копирование с вращением, можно указать
линейное копирование ( G72.2 ). Точно так же в подпрограмме, задающей линейное копирование, можно указать ротационное копирование.
Команды, которые не должны задаваться
В программе, выполняющей копирование с вращением, не должны задаваться следующие команды:
Команда для изменения выбранной плоскости ( от G17 до G19 )
Команда для указания полярных координат (G16)
Команда возврата в референтную позицию (G28)
Переключение осей
Вращение системы координат ( G68 )
Масштабирование (G51)
Программируемое зеркальное отображение (G51.1)
Команда для копирования с вращением может быть указана после выполнения команды для вращения системы координат, масштабирования или программируемого зеркального отображения.
Отдельный кадр
Остановы отдельного кадра не выполняются в кадре с G721.1 или G72.2.
9. Пример программы ротационного копирования Fanuc G72.1
Fanuc G72.1 Пример программирования вращательного копирования, G-код G72.1 используется для многократного создания фигуры с вращательным движением.
Используя G72.1 Вращательное копирование G-кода, фигура, заданная подпрограммой, может быть повторно создана с помощью Вращательного движения.
Цикл сверления Fanuc G81
Цикл сверления G81 используется для простых операций сверления
Пример программы Fanuc G72.1

O2000 ;
N10 G90 G00 G17 X250. Y100. Z100. ; (P0)
N20 G72.1 P2100 L6 X100. Y50. R60. ;
N30 G80 G00 X250. Y100. ; (P0)
N40 M30 ;
Sub program
O2100 N100 G90 G81 X100. Y150. R60. Z10. F200. ; (P1)
N200 M99 ;
10. Вращение координат Fanuc G68 пример подпрограммы.
Пример кода программы ЧПУ, показывающий, как G-код вращения координат Fanuc G68 можно использовать в подпрограмме, чтобы максимально использовать его функциональные возможности.

N5 G54
N10 G43 T10 H10 M6
N15 S2000 M3 F300
M98 P030100 ; Subprogram call
N25 G0 Z50
N30 M30
Subprogram
O0100
N10 G91 G68 X10 Y10 R22.5
N15 G90 X30 Y10 Z5
N20 G1 Z-2
N25 X45
N30 G0 Z5
N35 M17
11. Пример подпрограммы ЧПУ с инкрементным режимом G91.

;Main Program
O777
G91 G28 Z0
M06 T01
M03 S1200
G90 G54 G43 H1
G00 X30 Y110
Z2
M98 P030888 (call subprog O888 three times)
G28 Z0
M30
;Subprogram
O888
G91
G01 Z-9 F200
Y-80
X50
Y80
G00 Z9
G00 X30
M99



Комментариев нет:
Отправить комментарий